
特に製造業界で多いのかもしれませんが、仕事でなにか失敗や製品の不具合があった時、上司やクレーム先から
「なぜ?」を5回繰り返して原因を分析し対策しろ
と言われませんか?
なじみのある人、ない人いると思いますが、これは「なぜなぜ分析」と呼ばれる「対策したい問題の原因を究明する」手法です。
みなさん、ちゃんと理解して活用していますか?
「なぜなぜ分析」自体は悪いことでもありませんし、原因究明の手法としては使えると思います。
しかし、ちゃんと理解しないと誤った分析結果となり対策書の再提出による時間のムダや不具合再発による損害に加え、取引先など相手との信頼を失うことになりかねません。
なぜか「なぜなぜを5回繰り返す」ということが定着し、形骸化されて使用しているところも少なくないようです。
僕の意見としては、
本質にたどり着けば、なぜなぜを5回と限定する必要はない
と思っています。
「何も考えずに言われたからやる」という人以外は、これに気づいています。
気づいていない人も、今から気づけば時間のムダを減らすことができます。
そして
なぜなぜ5回の分析自体を礼賛していては、スピード感のある製品・サービス開発や不具合対応はできない
とも思っています。
今回はこの「なぜなぜ分析」について触れてみたいと思います。
製造業以外のあなたにも関係なくはない話ですので、最後までお付き合いいただければ幸いです。
なぜなぜ分析とは
なぜなぜ分析の提唱者は誰というのはよくわかっていません。
ここでは1942年に設立され、経営管理技術をサポートすることを生業とする日本能率協会の「なぜなぜ分析」の説明を引用します。
なぜなぜ分析は、ある問題が発生したときに、本来あるべき姿との差に着眼し、それがなぜ起きたのかを追求していく分析手法です。思いつきで考えるのではなく、「なぜ」「なぜ」と段階を追って規則的に漏れ・落ちがないように要因を出していきます。発生した現象がなぜ起きたのかを1次要因に、1次要因がなぜ起きたのかを2次要因としてこれを繰り返していき、真の要因を洗い出すのです。
日本能率協会コンサルティングより引用
発生現象の一次要因(見かけ上の原因)からその要因発生の2次要因は・・・と繰り返して「真の要因(True cause)」を洗い出すというものです。
ですが、ここで洗い出した真の要因に対して対策を講じればいいというのが大半の企業がやっている「なぜなぜ分析による原因究明・対策」の活動ではないでしょうか?
これで本当に再発を防げるのでしょうか?

トヨタ自動車 大野耐一氏が唱えた「なぜなぜ5回」
よく聞く「なぜなぜ5回」というのは、トヨタ自動車の生産革命に大きく貢献した大野耐一氏(1912~1990年 トヨタ自動車 元副社長)が最初に提唱したのではないかという説が有力です。

今でもトヨタ生産方式礼賛者にはバイブル的な存在である大野氏の著書「トヨタ生産方式」(1978年)では、よく引用される「なぜ?を5回繰り返す」ことについて、ある加工設備が止まったときの事例を挙げて書かれてます。
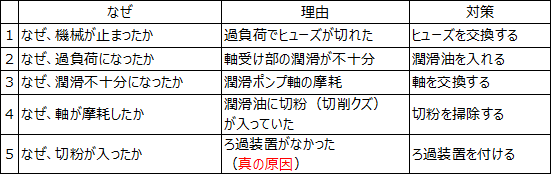
これで真の原因について対策をすることができました。
設備は稼働再開できるでしょう。
さて、この設備に「ろ過装置を付ける」だけで今後の再発を防げるでしょうか?
このままではまた再発するでしょう。
書籍だけで著者の想いを全て理解することはできません。
実際に実践し、結果と照らし合わせながら自分なりに試行錯誤することで理解が深められていくことを認識しておきましょう。
管理の不具合究明の欠如
前述の著書「トヨタ生産方式」では触れられていない、管理の不具合(根本原因:Root cause)があります。
根本原因を探すには管理の面に対して深掘っていく必要があります。
ではなぜ、ろ過装置がなかったのでしょうか?
それは生産技術部門の工程設計が不十分であるからです。
ではなぜ、工程設計が不十分だったのでしょうか?
それは設計者の知識がなかったから、もしくは単純に忘れていた(ポカミス)からです。
※ポカミスについては後述します。
ではなぜ、設計者の知識がなかったのでしょうか?
それは設計ガイドラインが社内標準として無いからです。
ではなぜ、設計ガイドラインが社内標準としてなかったのでしょうか?
それは不具合発生時の根本原因に対する対策を、責任部門の社内標準に落とす様な社内規則がないから、もしくは単なる規則を守らなかった怠慢(ポカミス)です。
根本原因は上記の「なぜ」のどこかでぶち当たるはずです。
もしくは他部門に波及してさらなる深堀が必要になる場合もあるでしょう。
この根本原因に対して、
・社内標準に盛り込み、これを次回新規開発時にチェックし漏れがないようにする
・または漏れても工程がストップする仕組みを構築すること
が根本対策になります。
基本的に不具合というのは
管理(仕組み)の欠陥から生まれるもの
と考えます。
大半の企業では、この最も大事な部分が抜け落ちている指導方法やマニュアルが多いのです。
さらに言えば、品質に対する企業理念が上層部及び末端に浸透していないことも重要な要素のひとつです。
人の自発的な行動を促すには、会社の規律を明確にして繰り返し指導しないと、仕組みだけ作っても仕組みの抜け道を通ったり、そもそもルールを守らないのです。
品質を重視するなら、トップダウンで自らもその理念に沿った行動で示す必要があります。
なぜなぜ5回形骸化の弊害
形骸化している「なぜなぜ5回」分析の弊害を考えてみます。
前述のような理解をしていない中では、なぜなぜ分析には以下のような弊害の事例があります。
・なんでもいいから5回やって、5回目のなぜを根本原因として対策をうつ
⇒真の原因、根本原因にたどりつかず、適切な対策がとれず再発の恐れがある
・ヒューマンエラー(ポカミスとも呼びます)をミスした人のせいにしてしまう
⇒ポカミスは人のせいではありません。人はミスする生き物という前提で工程設計していないことが問題です。対策が「作業指導」では再発することは目に見えています。
人がポカミスをして不具合が発生しても、後の工程で検知して流出を防ぐ、またはポカミス自体が起こらないようにする(ポカヨケと呼びます)工程設計が必要です。
・上記のような資料をつくり差し戻される時間のムダ、そもそも資料自体がムダ
⇒文字通りです。
あなたの周りでは原因分析を忙しさや専門的知識のなさで「形骸化されたもの」にしていませんか?

どのように原因究明・根本対策をすればよいか
設計や原因分析の際には、4Mまたは5Mをの観点で考えろと言われています。
【5つのM】
・Man(人)
・Machine(機械、治工具類)
・Method(加工方法や管理方法)
・Material(材料)
・Measurement(測定) ※4Mではここが省略される
これは、5Mによって製品またはサービスの機能が生み出されるからです。
【機能】
・品質(Quality)
・コスト(Cost)
・納期(Delivery)
さらに、お客様や製造者の安全(Safety)や昨今では環境保護(Environment Presevation)が含まれます。
これらを理解したうえで、有識者(品質管理部門、設計開発部門、製造部門など)を少数精鋭で参集させ、比較的精度が高い客観的な要因分析をする必要があります。
測定データからの統計的アプローチ

重要なのは測定(Measurement)で得られたデータを基に検証や対策の効果確認を行わなければいけません。よって、工程設計者や管理者はデータ取得する仕組みを組み込んでおく必要があります(点検簿やログデータなど)。
そこから専門家達の知見により、複数ある不具合発生要因をデータに基づいて絞り込み、その確度を上げていかなければなりません。
素人がデータに基づかずに実施すると、
・的外れな推定要因から誤った真の原因を導いてしまう
・推定要因を列挙しすぎて原因究明や検証に多大な時間がかかる
以上のことから、これまで述べたことを理解したうえで
関係部門、専門家の「知」を集結して、測定データから確度の高い結論を導き出す
という手法が当たり前といえば当たり前ですが、最も効率的で再発防止の確率が高いと考えます。
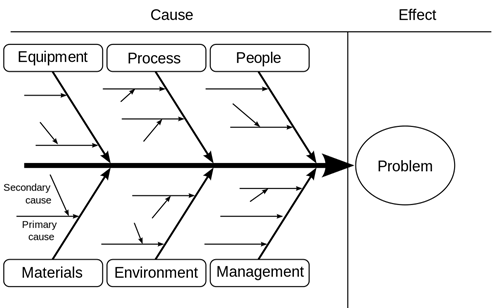
その活動を補助するツールとして、特性要因図(Fish born chart)などのQC7つ道具や、正規分布に代表される確率分布関数を用いた統計的品質マネジメント手法が存在しています。
参考:ビッグデータとAI活用による未然防止
近年はIoT機器の導入が進んでおり、不具合発生コストを削減するために平常時に得られるデータから現象発生に至るまでに数値の挙動パターンを見つけ出して、いかに「事前に予防策をうてるか」について企業はしのぎを削っています。
もちろん不具合を発生させないために、上流プロセス(開発、設計段階)でどれだけ不具合発生リスクを考慮して対策を反映させるかが重要です。
しかし、限られた時間の制約や製品コストにも影響するため、市場や製造プロセスで不具合ゼロといった完璧な製品を送り出すのはありえないと個人的には考えます。
ビッグデータの活用とAI(人工知能 Artificial Inteligence)の導入による不具合予防管理について触れます。
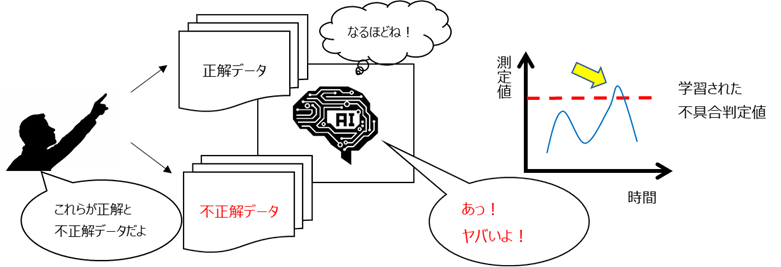
AIによる不具合予防アラームは、まだ人がパラメータ設定しての運用や、「教師あり学習」と呼ばれる正解、不正解のパターンデータをあらかじめ覚えさせて学習させるなど人の判断がまだ必要な部分が多いと考えます。
単一または複数の不具合管理指標が、AIが学習した不具合判定値を超えるとアラーム発生する、またはプログラムされた挙動に従って測定値が判定値を下回るように制御させます。
そして、この学習した値をAIが補正していきます。
また、教師なし(正解、不正解のパターンデータを与えない)学習と呼ばれるものは、大量の測定値から普段と異なる挙動を示す「特徴点」をコンピュータが学習によりつかむことができますが、AIにはこの「特徴点」が正解か不正解かは分かりません。
これを正解とするか不正解とするかを人間が判断してあげる必要があります。これを繰り返し、AIは判定値を学習していきます。
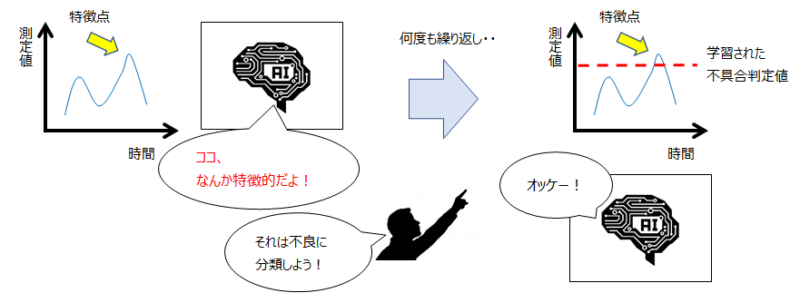
このように現状は全てAI任せというわけにはいかず、人の判断が入るため最適な判定値を導き出すにはかなりの労力と時間を必要とします。
また、これを調整する維持管理も必要です。
よって結果的に、扱う人間がこれまで述べたことを十分理解しておく必要があります。
(AIによる音声認識と画像認識の学習技術は人間同等かそれ以上まで上がっているようですが、それら以外においてはまだまだ研究中のようです 参考資料:AI白書2017)
近年のビジネス環境を考慮した不具合予防と対策手法の考察
これまで述べたことからわかるように、不具合予防と発生した不具合の原因究明と対策には多大な労力と時間を必要とします。
つまり、お金と時間が必要です。
これまで述べてきたことに対して矛盾しているかもしれませんが、現在の日本の製品・サービス提供者は過剰な品質確保や対応に重きを置いているような気がしてなりません(もちろん悪いわけではないです)。
僕個人としては、人間が関与することがほぼ無くなるAIのパッケージが実現するまでは、不具合予防・原因究明/対策に労力をかけ過ぎないほうが良いと考えます。
学校のテストは別ですが、100点を狙って時間をかけて80点しかとれないのであれば、短い時間で80点を狙って75点を取り続けるほうがビジネスとしては効率的ではないでしょうか?(数値で立証できませんが・・)
言いたいことは
本質を理解して、その時々でリソース配分を変えれるバランス感覚と決断力を持つこと
が現代のリーダーに求められているような気がします。
偉そうに書いてごめんなさい。
僕は製造業従事者なので製造業寄りの内容になっていますが、ここで述べた考えは殆どの職種に当てはまると思います。
提供する製品やサービスは
・品質(Quality)
・コスト(Cost)
・納期(Delivery)
さらに、お客様や製造者の安全(Safety)や昨今では環境保護(Environment Presevation)
であり、これらは
・Man(人)
・Machine(機械、治工具類)
・Method(加工方法や管理方法)
・Material(材料)
・Measurement(測定)
の5Mによって成り立っているのですから。
これをブロガーに置き換えると
・品質(読者視点:記事の読みやすさ、面白さ、有用さ、ページ応答速度)
・コスト(読者視点:有料コンテンツの価格、自分視点:サーバー代などの投資費用や作業時間)
・納期(読者が求める更新頻度)
・安全(情報セキュリティの確保、コンプライアンス順守、エログロNG)
・環境保護(電気代によるCO2排出くらいで産業廃棄物が殆どでないので基本自然に優しい)
であり、これらは
・Man(ブロガーの個性、考え方)
・Machine(PC、タブレット、スマホ、サーバーなど)
・Method(文章構成やキャッチコピー、画像やリンクの使い方)
・Material(世にあふれている様々な情報や自分の経験、頭の中で想像したもの)
・Measurement(Googleアナリティクス)
の5Mで成り立っているといったところでしょうか?
おあとがよろしいようで。

品質管理について、もっとロジカルに研究しているサイトがありますので、ご興味ある方は訪れてみてください(これも製造業寄りですが)。
客観説TQM研究所さんによる「TQM 総合品質管理」というサイトで、10年以上前から読みまくって勉強に使っていました。
https://gloomy-ktqm-labo.ssl-lolipop.jp/index.html
FMEAに関してはこちら
おわり

①『新入社員でも本質が分かる!頼りになる製造業の品質保証部の在り方』
当ブログの要点をまとめ、新たに解説を加えた1冊。
新入社員でも品質保証の仕事の本質をつかみやすくなり、役割を明確にできます。
役割が明確になれば、主体的に動ける人材になれる!
【読者の感想】
興味深く拝読させて頂きました。
食品メーカー 品質保証部門長さま
とてもわかりやすくまとめられており、品質保証のそもそも論から整理したいと考えている我々には、まさにピッタリの内容だと感じました。
品質保証部門の方はもちろん、組織の品質意識を上げたい方が「どう考え、どう動くべきか」を導く1冊です。
②【おすすめ品質教育手法】新入社員からベテラン使える「FMEA思考訓練」
筆者が実践してきた、新入社員~ベテランまで品質意識向上が図れる教育方法を解説します。
リスクを数値化する行為から多くの学びがある!

コメント