
- この記事を読んでほしい人
- ・工程能力指数は知ってるけど、どのように活用すべきか?
・工程能力指数は1.33以上じゃないといけないの?
・設備のしきい値や測定値の規格(上限下限)の決め方は?
今回の記事は、工程能力指数(Cpk)と設備のしきい値や検査の規格を決めるときの考え方についてです。
過去の記事でも述べていますが、品質保証部門は工程能力指数(Cpk)を理解し、うまく使いこなしましょう。
そうすれば、製造部門や開発部門と論理的に渡り合うことができます。
今回は、工程能力指数(Cpk)の数値をベースに何をどのように判断していけばいいかについて述べています。
Cpkは1.33以上あればヨシ!1.67以上あればベスト!
と一般的に言われています。
ただ、
みんなが言ってるから…と思考停止して数字だけで物事を判断するのは、ちょっと待ってみようというお話です。
場合によっては1以下でもいいだろうし、1.67以上じゃないといけないこともあります。
では、何をもって判断するのかと言うと、
- 計測機器のしきい値や検査規格外が工程や市場に与える影響度
- 工程能力を維持するためにかかるコスト
この2つの観点もプラスして見ていきましょうということです。
品質保証部門の適切な判断によって、工程能力を上げるためにコストをかけなくていいケースが生まれたり、生産ラインの生産性を上げるケースも生まれたりします。
つまり、
品質保証部門は、品質リスクの度合いに責任を持って工程能力を調整することで、会社の品質だけでなく「コストと納期に間接的に貢献できる」のです。
工程能力指数はどんな指標なのか
製造業では、製造工程でいろんな加工(組立、切削、接着など)を施して図面通りの製品を製造していますよね。
そして、多くの場合で製品が図面通りに加工されているかどうかを計測・検査します。(寸法、機械強度、電気特性など)
計測、検査を行う理由は、不良品を出荷してしまわないため。
なぜなら、
製造工程で作られる製品は、100%まったく同じものを作り続けることは不可能だからです。
部品のバラツキや加工の精度など色々なバラツキを含んでいるので、最終的な出来映えもバラツキが発生します。
設備の摩耗や人為的なミスだってありえます。
よって製品設計としては、許された範囲内でのバラツキなら出荷しても良いとしてます。
工程能力とは、ある工程の加工能力のことです。
たとえば、
長い鉄の丸棒を10mm幅に切断して、厚み10mmの円筒を製作する工程を考えてみます。
(現実的には研磨などの工程が入りますが、ここでは無視します)
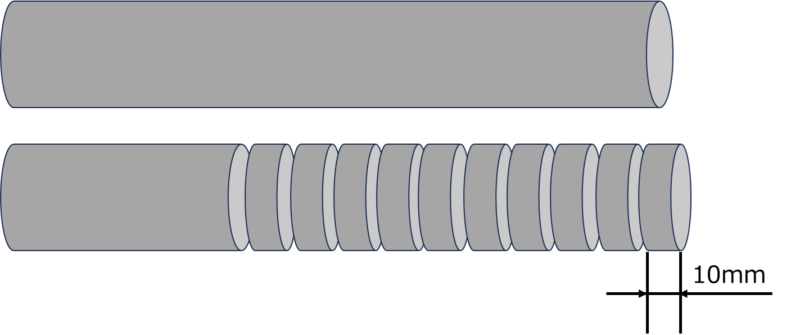
この時の工程能力とは、
できる限り10mmに近い切断を、できる限り数多く行えるかどうかの能力。
さらに、設計上の寸法は10mm±1mmだとした場合、
寸法規格下限値=9mm
寸法規格上限値=11mm
となります。
この鉄の円筒を100個製造した場合、その100個のデータの厚みとその発生度数の分布図(ヒストグラム)は以下のようになることが一般的です。
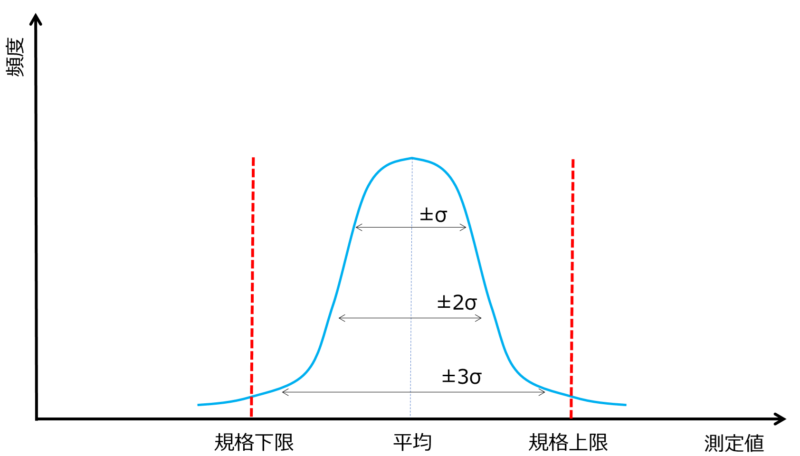
この度数分布は、みなさん確率統計の授業で習った正規分布という確率分布に従うと言われています。
そのように仮定した場合、パラメーターは
・平均値(μ)
・標準偏差(σ)
・規格上限値(UL:Upper Limit)
・規格下限値(LL:Lower Limit)
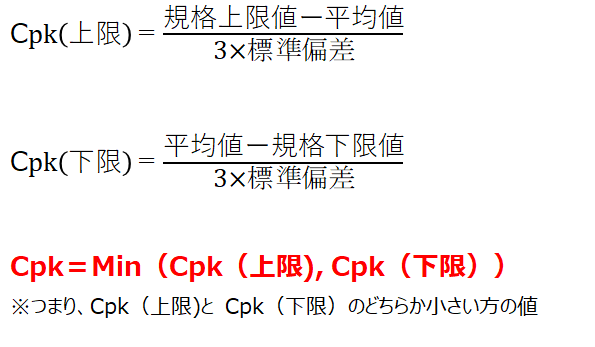
となり、冒頭でも記載した以下の公式で工程能力指数Cpkを求めることができます。
上記の例でCpkを説明すると、
「どれくらいの確率で鉄の円筒の幅が規格値上限と下限の間におさまるか(または外れるか)」の指標として表すものと言えます。
Cpkが1.0なら…
規格値上限と下限におさまる確率は99.7%(規格外れの確率0.3%)
Cpkが1.33なら…
規格値上限と下限におさまる確率は99.994%(規格外れの確率0.006%つまり60ppm)
Cpkが1.67なら…
規格値上限と下限におさまる確率は99.99994%(規格外れの確率0.00006%つまり0.6ppm)
となり、あるサンプル数の集団の数値で算出したCpk値を持って、鉄の円筒を大量に生産した時の幅寸法規格(10±1mm)外れ品の発生確率を推定できるということです。
ある加工寸法や電気特性の検査上下限値を決めたり、設備の何らかのしきい値を決めたりするのにとても役立つ指標なのです!
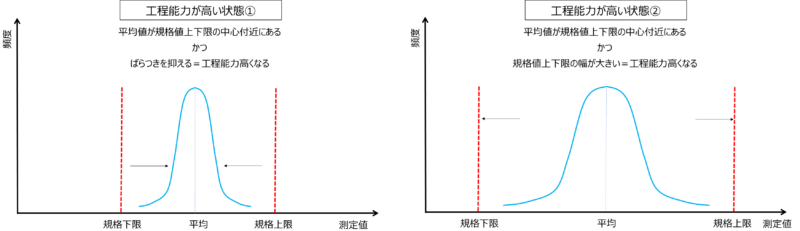
工程能力指数Cpkを高く保つためには、以下の3つ設計意図、または工程管理が必要になります。
- 工程能力指数Cpkを高く保つためには…
- (1)平均値が規格上限と下限のできるだけ中央にくるようにする
(2)ばらつきをできるだけ抑えるようにする(分布の裾野を狭くする)
(3)測定値の分布に対して、規格上限と下限を(問題ない限り)余裕をもって設定する
以下の図は、工程能力が高い状態を表す度数分布の例です。
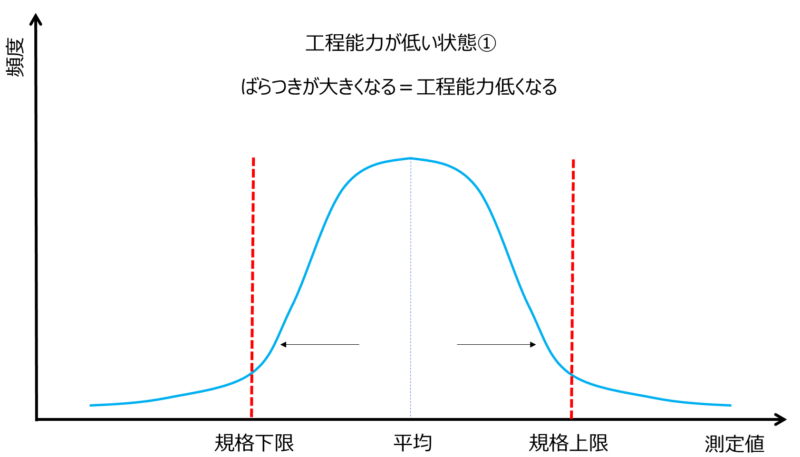
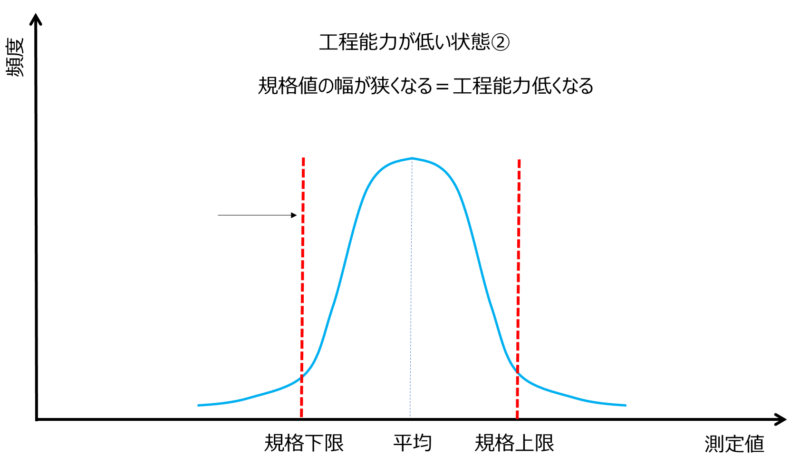
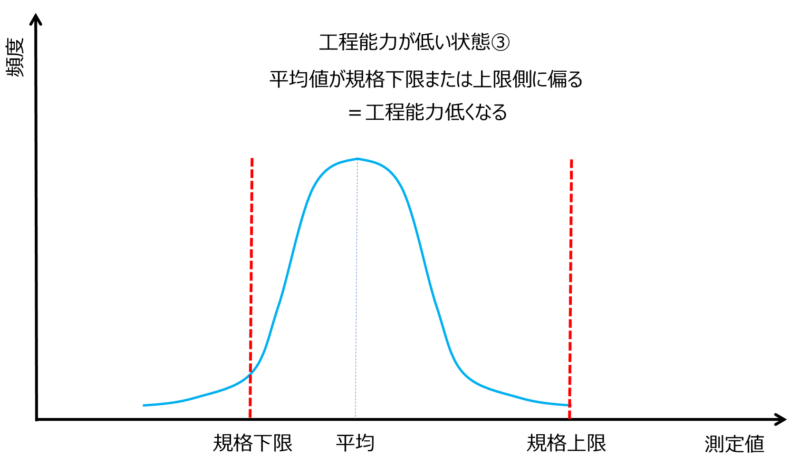
参考として以下の図に、上の図と比較して工程能力が低い状態の度数分布の例を示します。
ここまでを踏まえて、次の項では工程能力指数Cpkは1.33あれば妥当なのか、数字からどのように判断していくかについて述べていきます。
工程能力指数が1.33以上じゃないといけないのか?
工程能力指数Cpkを使ったことがある人は聞いたことがあるでしょう。
Cpkは1.33以上あれば良いと。(業界によっては1.67以上でヨシとするところも)
本当にそれでいいんでしょうか??
前の項でも述べたように「Cpkが1.33」ということは、
計算に用いたサンプリングデータから統計的に推定される検査規格外の発生確率(不良率)が約60ppm程度(100万個に約60個の割合)であるということになります。
先に結論から述べると、
Cpk1.33あれば工程能力が高いと言えるかどうかと問われれば、「ケースバイケースである」としか言えません。
Cpkが1.33でも十分とは言えない場合もあるし、1.0付近でもいいと判断できる場合もあるのです。
では次に、どんな場合にCpkが高くなければ、またはある程度低くてもいいのかについて考えてみます。
ズバリ、以下の3つ観点から妥当な工程能力Cpkを判断していくのです。
- 工程能力の妥当性を判断する3つの観点
- ①問題が発生したときの影響度
②問題が発生した時にどこでどのように検出できるか
③設定した工程能力を維持するために必要な管理コスト
前述の厚み10mmの鉄の円筒部品を例に説明します。
①影響度について
この鉄の円筒が最終的にどういう用途で使われ、規格外品が流出した場合にどんな影響があるのかということ。
この部品が規格外のまま流出することによって、
①後工程の同僚や出荷先のユーザーがケガをする、ヘタすりゃ生命に関わるような影響
②見た目だけの問題で、機能的にはなんら影響を及ぼさない
上記の2つの状況のうち、Cpkを高く保つ必要があるのはどちらか明白ですね。
みなさんの想像通り①は、万に一つもあってはいけません。
Cpk1.33(不良率約60ppm)としても、この製品のせいで100万人あたり60人が大ケガすると知れば十分とは言えませんよね・・・。
社会的な影響が大きい場合、Cpk>1.67でも不十分と判断する場合もあるかもしれません。
最大限、不良を作らせないための工程の実力を持っておかなければいけないケースです。
一方で②のケースのように、見た目だけの問題でよほど厳しいお客さんがクレームを入れるかどうかレベルの影響に留まるのであれば、Cpkは無理に高くなくてもいいとの判断は妥当と思います。
工程内で不良を作ってしまうことによる影響が低く、さらに加工精度の管理コストを抑えたいなら、Cpkが1.0前後でもいい場合もあるかもしれませんね。
②問題の検出性について
規格外の発生と次工程以降への流出があったとしても、市場に出る前に必ず検出できるような場合はCpkが高くなくてもいいと判断することができます。
もちろん、製造工程の安定稼働やムダな不良を作らないという一般的なポリシーには反しますが、そこは以降で述べるコストとの兼ね合いになってくるでしょう。
ただし、
・次工程以降で問題を検出できない
・前述した流出した不良品による影響度が大きい
上記のような場合は、Cpkが低い状態は好ましくありません。
③管理コストについて
Cpkを高く保つためには、前述したように以下のような管理が必要です。
- 工程能力指数Cpkを高く保つためには…
- (1)平均値が規格上限と下限のできるだけ中央にくるようにする
(2)ばらつきをできるだけ抑えるようにする(分布の裾野を狭くする)
(3)測定値の分布に対して規格上限と下限を(問題ない限り)余裕をもって設定する
管理コストに影響してくる部分は、上記(1)と(2)ですね。
例えば、
平均値が安定して規格値上下限の中央に来るように、またはバラツキを小さく維持するために以下のような施策が必要です。
・頻繁に設備の点検&調整を行う
・工具や固定ステージなどの摩耗部品を頻繁に交換する
・材料を加工性の良い材料に限定する、サプライヤに特別仕様品を納めさせる
・長年の経験を積んだ熟練の作業者をあてる、または高価な完全自動設備とする
もちろん工程能力は高い方がいいのは理想ですが、コスト的に許容できるかどうかも無視できない要素です。
まとめると、
Cpkの目安をいくつに持ってくるかは、以下の3つの観点から総合的に見て設定するしかないということです。
・問題が発生したときの影響度
・問題が発生した時にどこでどのように検出できるか
・設定した工程能力を維持するために必要な管理コスト
とは言え、
よほど人や環境に大きな影響を与えない限り、Cpk1.33以上という目安は妥当であると僕は思います。
工程能力指数を使いこなすために
工程能力指数Cpkの妥当性判断について、繰り返しますが以下の3つの観点で総合的に見る必要があります。
- 工程能力の妥当性を判断する3つの観点
- ①問題が発生したときの影響度
②問題が発生した時にどこでどのように検出できるか
③設定した工程能力を維持するために必要な管理コスト
そのうえで、
よほど人や環境に大きな影響を与えない限り、Cpk1.33以上という数字は高い工程能力としてある程度妥当と言えます。
しかし、
以下のような業界で使われる部品や製品では、Cpk1.67以上(もっと高くてもいいと思います)を目安に製品設計や工程設計することが望ましいでしょう。
・輸送機系(航空機、船舶、自動車、鉄道など)
・医療機器
・軍事用品
・安全用品(ライフジャケット、命綱など)
・公共インフラ系(交通、通信、電力、石油、ガス、防災など)
・食品、食品加工機器
・その他の危険な機器(チェーンソー、電動のこぎりなど)
品質保証部門、開発部門、製造部門、製造技術部門など製造と品質に関わる関連部門が、製品の最終用途と製造管理コストの意識を合わせて、工程能力の管理基準を設けるようにしましょう。
おわり

コメント